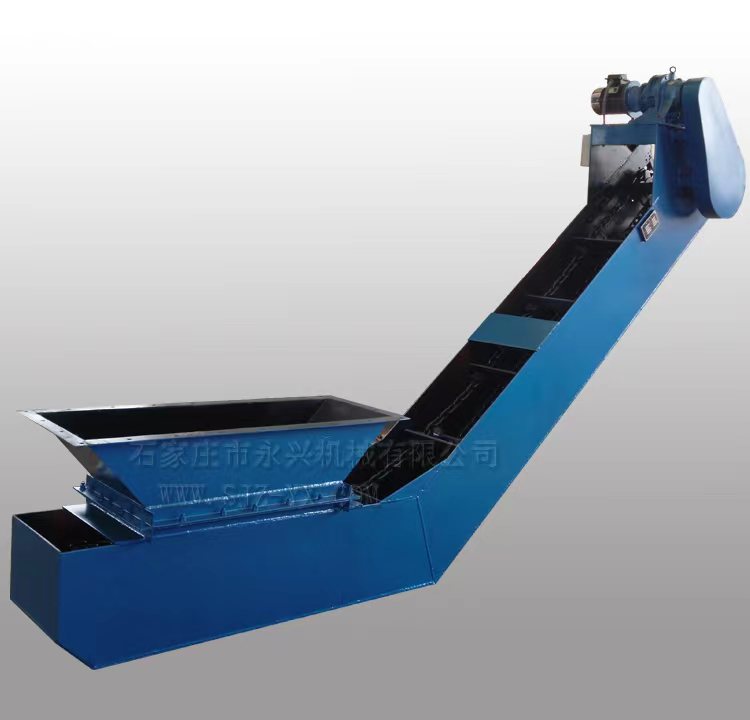
ABC Engineering, a leading provider of material handling solutions, has recently introduced a new product to their extensive range of conveyor systems. The innovative Bucket Type Conveyor offers a cost-effective and efficient solution for transporting bulk materials in various industries, including agriculture, mining, and construction.The Bucket Type Conveyor is designed to handle a wide range of materials, such as grains, sand, gravel, and other bulk commodities. Its robust design and high-capacity buckets make it ideal for heavy-duty applications, where continuous and reliable material transport is essential.One of the key features of the Bucket Type Conveyor is its flexibility in handling different types of materials. The adjustable speed and configuration options allow for precise control over the material flow, ensuring optimal performance and minimal material damage. Furthermore, the modular design of the conveyor system allows for easy customization and integration into existing material handling processes, making it a versatile solution for various industries.Additionally, the Bucket Type Conveyor is equipped with advanced safety features to ensure a secure working environment. The enclosed design and optional dust control system help to minimize the risk of material spillage and reduce dust emissions, promoting a cleaner and safer workplace.ABC Engineering has developed the Bucket Type Conveyor with a focus on energy efficiency and low maintenance requirements. The use of high-quality components and reliable drive systems ensures a long service life and minimal downtime, resulting in lower operational costs and increased productivity for the end user."As a company committed to delivering innovative and reliable material handling solutions, we are proud to introduce the Bucket Type Conveyor to our product portfolio," said the spokesperson of ABC Engineering. "With its high capacity, flexibility, and advanced safety features, we believe that this conveyor system will meet the demands of our customers and provide a competitive advantage in their respective industries."In addition to providing superior products, ABC Engineering offers comprehensive support and services to ensure the successful implementation and ongoing performance of the Bucket Type Conveyor. From initial consultation and system design to installation, maintenance, and technical support, the company is dedicated to partnering with their customers every step of the way.ABC Engineering's expertise in material handling solutions extends beyond conveyors, encompassing a wide range of products and services, including bulk material storage, loading/unloading systems, and process automation. With a focus on innovation, quality, and customer satisfaction, the company has established a strong reputation in the industry and continues to drive advancements in material handling technology.The introduction of the Bucket Type Conveyor further solidifies ABC Engineering's position as a leading provider of comprehensive material handling solutions, meeting the evolving needs of industries around the world. As the demand for efficient and reliable material transport continues to grow, the company remains dedicated to developing and delivering cutting-edge solutions that empower their customers to succeed in their respective markets.
Read More